

Solution technique pour résoudre la vitesse d'extrusion déséquilibrée d'une ligne d'extrusion de profilés en plastique à quatre cavités
Solution technique pour résoudre la vitesse d'extrusion déséquilibrée d'une ligne d'extrusion de profilés en plastique à quatre cavités
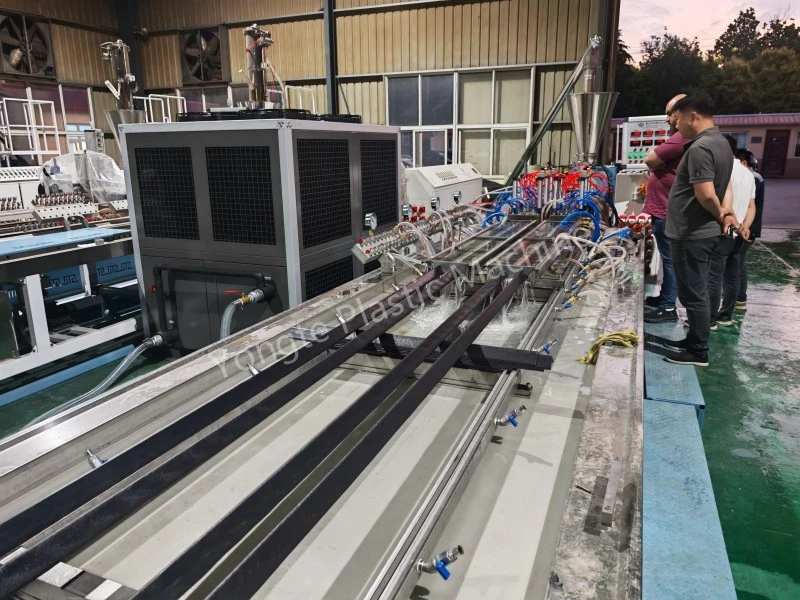
Dans le processus de production d'extrusion de profilés en plastique à quatre cavités, une vitesse d'extrusion déséquilibrée entre les quatre cavités est un problème technique courant. Ce problème entraînera directement une précision dimensionnelle incohérente du produit, une épaisseur de paroi inégale, des profils défectueux et une réduction du rendement de production, limitant sérieusement la stabilité et l'efficacité de la production de masse. Sur la base des matériaux de production réels et des spécifications des produits des clients, l'équipe d'ingénierie de Yongte a développé un schéma de conception de matrice et de système de support optimisé et ciblé pour résoudre en profondeur le problème de la vitesse de fonctionnement incohérente des profils à quatre cavités, réalisant une production de haute précision, stable et synchrone de lignes d'extrusion à quatre cavités.
1. Contexte des problèmes techniques
Les filières d'extrusion traditionnelles à quatre cavités intégrées adoptent une structure intégrale de chauffage et de contrôle du débit. Affectée par des facteurs tels qu'une répartition inégale du flux de fusion, un écart de température des zones locales de la filière et des erreurs d'assemblage de traitement, la vitesse d'extrusion des quatre cavités est sujette à des incohérences lors d'une production continue. L'écart de vitesse entre les cavités entraînera des différences dans la vitesse de formation des profils et un retrait par refroidissement, entraînant des défauts de qualité des lots tels que le gauchissement, la déformation, la taille hors tolérance et la planéité inégale des surfaces des produits finis, qui ne peuvent pas répondre aux exigences de production de haute qualité des profilés en plastique.
2. Schéma de conception optimisé professionnel
En combinant les caractéristiques des matières premières du client, les paramètres de structure du produit et les conditions de production sur site, les ingénieurs de Yongte ont réalisé une conception personnalisée ciblée pour la structure de la filière, le contrôle du débit, la découpe par traction et le système de transport auxiliaire, avec les solutions techniques détaillées suivantes :
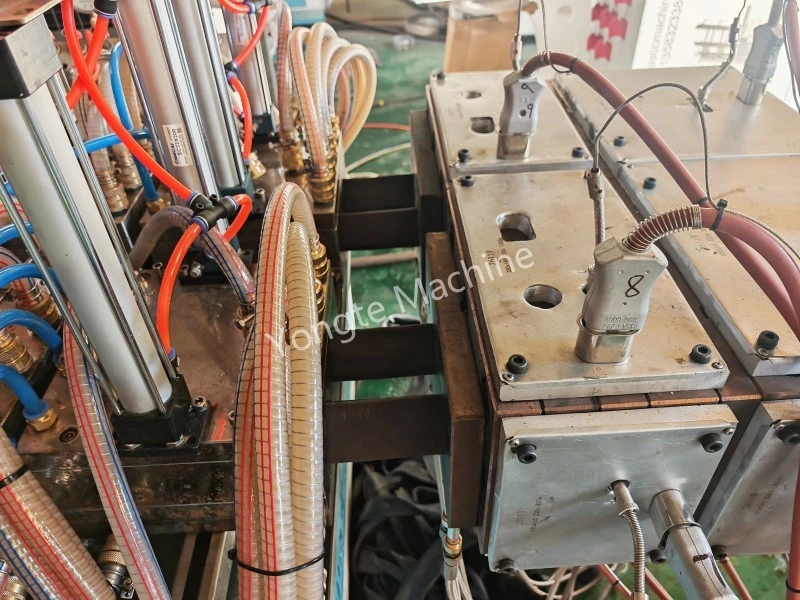
2.1 Structure de corps à double matrice avec contrôle indépendant de la température
Le corps de matrice original à quatre cavités intégré est optimisé pour unstructure de corps de matrice double indépendante, chaque corps de filière étant équipé de deux cavités d'extrusion. Les deux ensembles de corps de filière sont complètement indépendants en termes de conception structurelle et de système de contrôle de température. Chaque corps de filière est configuré avec un module de chauffage indépendant et une unité de contrôle de température, qui peuvent réaliser un réglage de température de précision séparé et un contrôle de température constant. Cette conception résout efficacement le problème de fluidité de fusion incohérente provoquée par un écart de température intégral de la filière, stabilise l'état de fusion du plastique de chaque cavité par rapport à la source et élimine la cause fondamentale de la différence de vitesse entre les différents corps de filière.

2.2 Mécanisme indépendant de réglage du débit pour un corps à matrice unique
Chaque corps de filière indépendant est équipé d'un dispositif spécial d'écrou de réglage du débit. Pour l'écart de vitesse des deux cavités à l'intérieur du même corps de matrice unique provoqué par de minuscules différences de débit et des erreurs d'assemblage, un réglage fin en ligne peut être réalisé via l'écrou de réglage du débit. En ajustant avec précision le débit d'alimentation en matière fondue d'une seule cavité, la vitesse d'extrusion des deux cavités dans le même corps de filière peut être maintenue complètement synchrone, réalisant un calibrage au niveau micro de la vitesse de la cavité et garantissant l'uniformité du rendement d'extrusion et de la vitesse de formation de chaque cavité dans le même groupe.
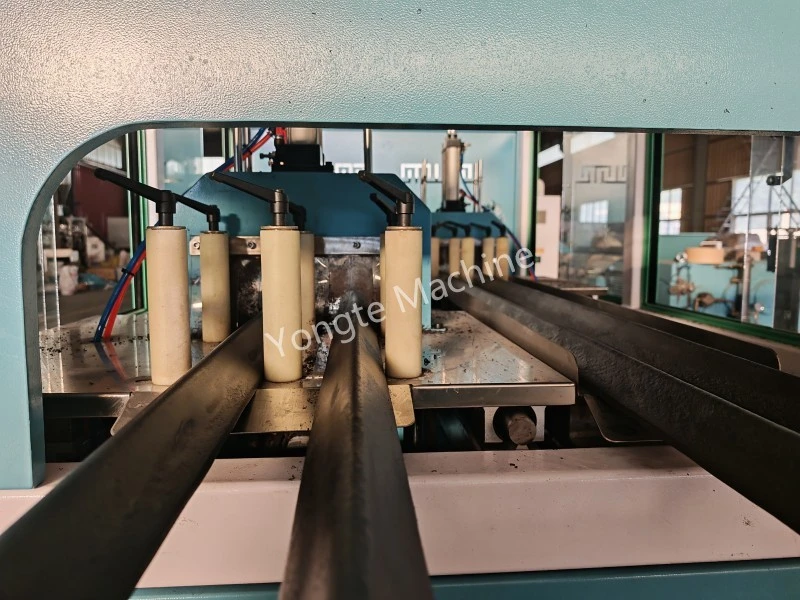
2.3 Double système de contrôle de vitesse de traction indépendant
Deux ensembles de systèmes de traction indépendants sont configurés pour correspondre à la disposition du corps de matrice double et de la cavité à double groupe. Contrairement au mode de traction unique traditionnel entraînant quatre cavités simultanément, les deux ensembles d'équipements de traction fonctionnent indépendamment avec des programmes de contrôle de vitesse distincts. Le système peut ajuster indépendamment la vitesse de traction des deux groupes de profilés à deux cavités en fonction de la vitesse d'extrusion réelle des deux corps de filière, réalisant une correspondance dynamique de la vitesse d'extrusion et de la vitesse de traction, évitant l'étirement, le retrait et l'écart dimensionnel du profil provoqués par la traction asynchrone, et assurant en outre la cohérence globale de la vitesse des quatre cavités.

2.4 Système de coupe indépendant à longueur fixe
Correspondant à la structure d'extrusion et de traction à deux groupes, deux ensembles de systèmes de coupe indépendants sont équipés pour une opération de coupe séparée à longueur fixe. Chaque système de coupe suit et adapte indépendamment la vitesse de fonctionnement et la course d'alimentation du groupe de profils correspondant. Le mode de contrôle de coupe indépendant élimine les erreurs de coupe et les incohérences de longueur causées par la coupe unifiée de profils avec de légères différences de vitesse, garantit la précision de coupe à longueur fixe de chaque profil de cavité et améliore le taux de qualification du produit.
2.5 Système de transport et d'empilage automatique correspondant
Deux ensembles de racks de transport et d'empilage indépendants sont configurés, qui sont précisément adaptés aux systèmes de coupe doubles. Après l'achèvement de la coupe à longueur fixe par l'équipement de coupe, l'équipement de transport et d'empilage termine automatiquement les travaux de réception, de transport et d'empilage du matériau du groupe de profilés correspondant. Le fonctionnement synchrone et indépendant du système de transport évite l'accumulation de matériaux, l'extrusion et la confusion de transport causée par la vitesse asynchrone des différents profils de cavité, assure le fonctionnement fluide et continu de l'ensemble de la chaîne de production et réalise une production automatisée et ordonnée.

3. Avantages techniques et effets sur la production
Grâce à la conception personnalisée systématique ci-dessus, le problème de la vitesse d'extrusion incohérente à quatre cavités dans la production de profilés en plastique est complètement résolu. Le contrôle de température indépendant à double matrice + le réglage fin du débit à un seul groupe + le double système de traction et de coupe indépendant forment un système d'étalonnage de vitesse et de contrôle synchrone à liaison complète. Le système présente les avantages significatifs suivants : premièrement, il réalise un contrôle à la source de l'écoulement et de la température de la matière fondue, et élimine la différence de vitesse initiale d'extrusion ; deuxièmement, il réalise un ajustement dynamique et précis de la vitesse dans le processus de production pour assurer un fonctionnement synchrone à long terme de quatre cavités ; troisièmement, le système auxiliaire automatisé correspondant améliore la stabilité de la production et la cohérence des produits finis.
Après vérification de la production sur site, cette conception optimisée réduit efficacement la tolérance dimensionnelle et le taux de défauts de formation des profilés à quatre cavités, améliore la stabilité globale de la production et l'efficacité de la production de la ligne d'extrusion et convient à la production standardisée à long terme et en grand volume de divers profilés en plastique.

Actualités connexes
- Livraison d'une ligne de production de profilés en plastique à 4 cavités en Jordanie après une mise en service réussie
- Solutions professionnelles pour le jaunissement, les stries et la fissuration fragile des surfaces de portes composites bois-plastique
- La machine en plastique d'extrusion de profil réutilisée par 4 cavités atteint la grande vitesse 8meter/minute
- Solution aux problèmes de production de l'extrudeuse WPC
- Quel matériau peut être utilisé dans la machine Yongte WPC ?
- La chaîne de production de recyclage des déchets textiles testée avec succès
Laissez-moi un message











