

Ligne d'extrusion de bois de construction en plastique pour panneaux épais de 50 mm
Yongte effectue un premier essai d'une ligne d'extrusion de bois plastique pour des panneaux solides de 200 x 50 mm d'épaisseur et optimise la section de moulage sous pression pour résoudre les problèmes de déformation
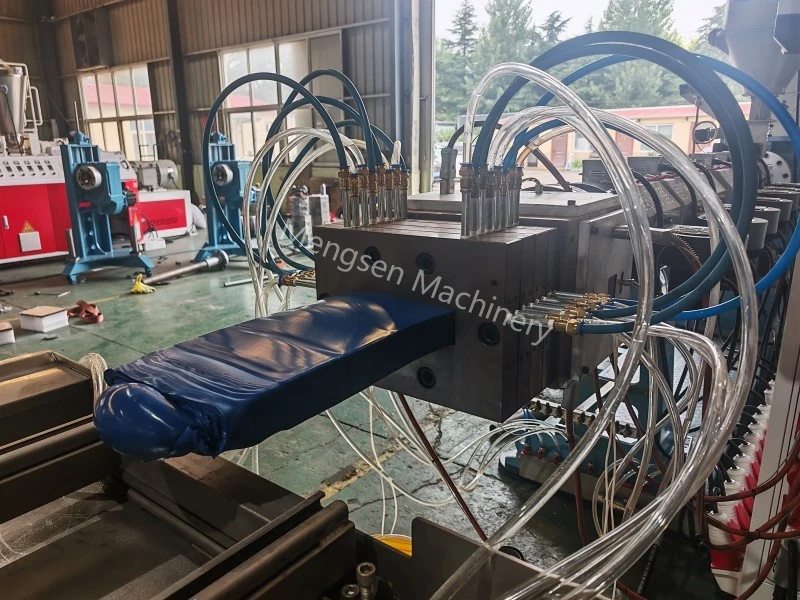
1. Aperçu de la production initiale d’essais d’équipement
Récemment, Yongte a terminé avec succès le premier essai de production de sa ligne avancée d'extrusion de bois de construction en plastique, ciblant le traitement de panneaux en plastique solides de 200 x 50 mm d'épaisseur. Adhérant au concept de recyclage des ressources et de production verte, cet essai a adopté des déchets de plastique recyclés comme matière première, vérifiant l'adaptabilité de l'équipement aux déchets de matières plastiques et la faisabilité de la production en série de bois de construction en plastique de gros calibre.

2. Excellentes performances de plastification des matériaux recyclés
Au cours du processus de mise en service initial, l'extrudeuse à grande vitesse a fourni des performances de plastification à l'état fondu exceptionnelles. Sous un contrôle précis des paramètres d'extrusion, les déchets de plastique recyclé ont été entièrement fondus et homogénéisés, le matériau fondu présentant une texture uniforme, une bonne fluidité et un effet plastifiant global stable. L’excellente qualité de plastification constitue une base solide pour la production stable de panneaux en plastique recyclé haute performance et prouve la capacité exceptionnelle de traitement des matériaux de l’équipement d’extrusion de Yongte pour les déchets de matières premières plastiques.

3. Analyse des défauts de renflement et de déformation des panneaux
Néanmoins, des défis techniques ciblés sont apparus lors de la phase de formage de panneaux massifs ultra-épais. En raison de l'épaisseur substantielle de 50 mm du produit fini, il existe un gradient de température important entre la surface et la couche centrale du panneau pendant le processus de refroidissement et de mise en forme. La surface du panneau épais refroidit et se solidifie rapidement, tandis que le matériau du noyau interne conserve une température élevée pendant une période plus longue et subit un retrait thermique continu lors du refroidissement naturel ultérieur. La vitesse de refroidissement et de retrait incohérente entre les couches externe et interne induit une contrainte interne déséquilibrée, entraînant finalement un renflement central et une déformation locale du panneau solide de 200 × 50 mm d'épaisseur, ce qui affecte la planéité et la précision dimensionnelle du produit final.

4. Solutions d'optimisation des sections de moulage sous pression
Sur la base d'une analyse approfondie des données d'essai et des conditions de production sur site, l'équipe technique de Yongte a confirmé que la solution principale se concentre sur l'optimisation structurelle de la section de moulage sous pression. Visant les problèmes d'écoulement de fusion déséquilibré et de refroidissement inégal des plaques ultra-épaisses, l'équipe effectuera des améliorations ciblées sur la structure du canal d'écoulement de la filière, le système de distribution du flux et la disposition du refroidissement. En optimisant la résistance à l'écoulement de la matière fondue de la section de moulage, en équilibrant la vitesse d'alimentation en matériau des zones centrales et marginales de la matrice et en s'adaptant à une conception de refroidissement graduée et uniforme, la concentration de contraintes internes des panneaux épais sera efficacement éliminée. Cette optimisation synchronisera la vitesse de refroidissement et de mise en forme de la surface et de la couche centrale du produit, résoudra fondamentalement le défaut de déformation bombée centrale des panneaux solides ultra-épais de 50 mm et améliorera la stabilité dimensionnelle globale et la planéité des produits finis.
5. Résumé des essais et plan de développement ultérieur
Ce premier essai a pleinement vérifié la supériorité plastifiante de l’équipement et exposé les principaux points d’amélioration pour le moulage de produits à épaisseur épaisse, accumulant ainsi une expérience pratique précieuse pour la production en série formelle de bois d’œuvre en plastique solide de haute qualité. Dans la prochaine étape, Yongte accélérera l'achèvement de l'optimisation de la section de moulage sous pression et de la vérification de la mise en service secondaire, peaufinera en permanence les paramètres du processus d'extrusion et s'efforcera d'atteindre une production stable, de haute précision et à haut rendement de panneaux en plastique recyclé de grande épaisseur, permettant le recyclage de grande valeur et l'application industrialisée des déchets plastiques.

Actualités connexes
- Yongte achève la ligne d'extrusion de cadres de porte WPC en mousse solide pour un client indien
- La machine à bois en plastique Yongte peut-elle produire différentes formes et tailles de bois en plastique ?
- Paramètres de référence de la ligne d'extrusion de porte WPC
- Comment résoudre le problème de brûlure des matériaux pendant le processus d'extrusion des portes WPC ?
- Essai d'acceptation d'une ligne de production de tuyaux d'infiltration en caoutchouc pour un client indien
- Yongte termine le test d'acceptation en usine d'une extrudeuse à double vis de recyclage de plastique personnalisée pour un client africain
Laissez-moi un message











