

Comment améliorer la vitesse de production de la ligne d'extrusion de terrasses WPC ?
Optimisation de la vitesse de production pour les lignes d'extrusion de terrasses WPC : un guide complet
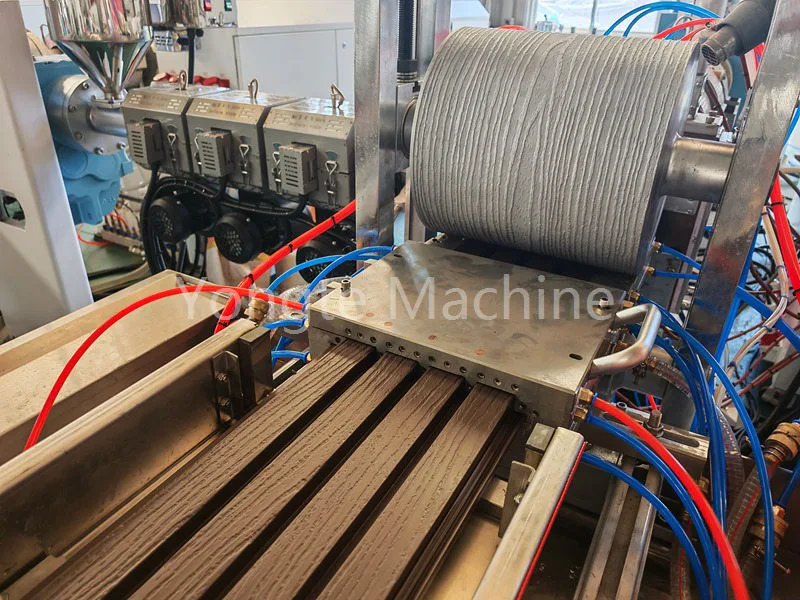
Yongte est un fabricant professionnel pour la haute vitesseLigne d'extrusion de terrasses WPC avec une grande capacité à fabriquer des produits de terrasse WPC de haute qualité. Pour maximiser la vitesse de production dansLigne d'extrusion de terrasses WPCs, la stratégie principale se concentre sur cinq objectifs interconnectés : stabiliser l’efficacité de la plastification, minimiser la résistance des matériaux, permettre un refroidissement rapide, assurer la synchronisation de l’ensemble de la ligne et réduire les temps d’arrêt, tout en respectant des normes strictes de qualité des produits.

I. Formulation et prétraitement des matières premières (fondation pour une extrusion en douceur)
1. Optimiser la formulation pour améliorer la fluidité et la stabilité thermique
· Agent/lieur de compatibilité : ajoutez suffisamment de PE/PP greffé à l'anhydride maléique (par exemple, MAH-g-PE) pour améliorer l'adhérence de la poudre de bois au plastique, réduisant ainsi l'agglomération et la fracture par fusion.
· Système de lubrification :
o Les lubrifiants internes (par exemple, l'acide stéarique, la cire PE) réduisent la viscosité de la matière fondue, diminuant ainsi la chaleur de cisaillement des vis et la charge de l'unité principale.
o Lubrifiants externes (par exemple, paraffine, cire de polyéthylène oxydée) : réduisent la friction entre le matériau et le cylindre/moule et diminuent la pression d'extrusion.
o La quantité totale ajoutée doit être contrôlée entre 1 % et 3 % pour éviter un glissement externe excessif susceptible de provoquer une stratification et des défauts de surface.
· Remplissage et poudre de bois : la teneur en humidité de la poudre de bois doit être contrôlée à ≤ 3 %, avec une taille de particule uniforme (80 à 120 mesh) ; Le carbonate de calcium activé doit être sélectionné pour réduire l'absorption d'huile et l'augmentation de la viscosité.
2. Mélange et pré-plastification (goulot d'étranglement frontal)
· Le mélange à chaud à grande vitesse combiné au mélange à froid garantit un mélange uniforme sans zones mortes, évitant ainsi les « matériaux morts » ou l'agglomération localisés.
· Lorsque cela est possible, le processus de pré-broyage peut être incorporé pour fusionner les matériaux en poudre en granulés, garantissant ainsi une alimentation plus stable, une plastification plus rapide et une augmentation de 20 à 30 % de la vitesse de ligne.

II. Hôte et vis de l'extrudeuse (unité d'alimentation principale)
1. Optimisation de la vis et du baril
· Un rapport d'aspect élevé (L/D=40-48) et des vis jumelées parallèles à couple élevé sont sélectionnées pour améliorer les performances de cisaillement et de mélange, ce qui les rend adaptées aux formulations WPC à haut remplissage.
· Combinaison de vis : augmentez le volume de la section de transport, optimisez la disposition du bloc de mélange/bloc de cisaillement, réduisez la chaleur de cisaillement et améliorez l'efficacité du transport dans le cadre de la plastification.
· Chauffage du baril du moule : utilise un contrôle de température de précision (PID) zoné avec des fluctuations de température ≤ ± 1 ℃ pour éviter une surchauffe localisée ou une plastification insuffisante.
2. Adaptation de la vitesse et de la charge (clé de l'accélération)
· Vitesse du moteur : augmentez progressivement la vitesse tout en maintenant 70 à 90 % du couple nominal et un courant stable (les systèmes PE/PP peuvent atteindre 150 à 250 tr/min).
· Synchronisation de l'alimentation : un alimentateur à perte de poids est utilisé, qui est lié en boucle fermée à la vitesse de rotation de la machine principale pour garantir un taux de remplissage des fentes de vis de 70 % à 90 %, empêchant ainsi la "rotation à vide" ou la surcharge.
· Système de vide : maintient un vide poussé stable (-0,08 à -0,09 MPa), élimine rapidement la vapeur d'eau et les composants volatils, réduit les bulles, améliore la qualité de la surface et accélère la vitesse de traitement.

III. Moule et réglage (déterminer la vitesse linéaire maximale)
1. Conception de moules et optimisation des canaux d'écoulement
· La tête de filière de type cintre et de type queue de poisson optimisée par la simulation CFD a un canal d'écoulement fluide et une répartition uniforme de la pression, ce qui peut éviter le collage du matériau et la surchauffe locale.
· L'écart de la filière est raisonnable et le taux de compression est modéré (3-5 : 1), ce qui réduit la pression d'extrusion et la résistance à la fusion.
· Chauffage du moule : avec un contrôle de température zoné et une puissance de chauffage suffisante, la température de la matière fondue dans la cavité du moule est assurée d'être uniforme et la fluidité est constante.
2. Système d'étalonnage (goulot d'étranglement principal pour l'amélioration de la vitesse)
· La table de réglage allongée (généralement de 8 à 12 m) augmente la zone de refroidissement et le temps de contact.
· Passage du liquide de refroidissement :
o L'eau en circulation à haut débit et à basse température (15–25 °C) est utilisée pour dissiper rapidement la chaleur et raccourcir le temps de prise.
o La pulvérisation multipoint dans le moule et l'adsorption sous vide garantissent que le profil adhère rapidement au moule, maintient la stabilité dimensionnelle et empêche la déformation.
· Stabilité du vide : garantit que le profil est entièrement adsorbé dans la matrice de formage avec un refroidissement uniforme, améliorant considérablement la vitesse de traction.
IV. Traction, refroidissement et section arrière (synchrones sur toute la ligne)
1. Système de traction
· La machine de traction multi-rouleaux à haute friction est synchronisée avec la vitesse de la machine principale en boucle fermée (PID), avec une fluctuation de vitesse linéaire ≤ ± 0,1 m/min.
· Taux d'extrusion correspondant à la vitesse de traction : en partant du principe de permettre le refroidissement du façonnage, augmentez progressivement la traction pour obtenir « extrusion à grande vitesse + traction à grande vitesse ».
2. Système de refroidissement (refroidissement secondaire)
· Rallongez le réservoir d'eau de refroidissement par pulvérisation (5 à 10 m) pour garantir que les profilés refroidissent rapidement à température ambiante après avoir quitté la table de formage, évitant ainsi une déformation ultérieure ou une mauvaise découpe.
· Ventilateur de refroidissement auxiliaire : refroidissement à air forcé en surface pour améliorer l'efficacité du refroidissement.
3. Découpe et palettisation (réduction des temps d'arrêt)
· La production est continue sans arrêt.
· Optimisez les paramètres de coupe pour réduire les bavures et les déchets, et réduisez la fréquence des changements d'outils et du nettoyage.
· Palettisation/empilage automatique : réduit les interventions manuelles et améliore l'efficacité de la production.

V. Contrôle des processus et intelligence (accélération stabilisée)
· Optimisation de la courbe de température :
o Le fût : basse température dans la section d'alimentation (anti-pont) → chauffage progressif dans la section de plastification → température constante dans la section d'homogénéisation → légèrement plus élevée dans la tête de filière (pour maintenir la fluidité).
o Évitez le motif « devant bas, dos haut » pour éviter une plastification insuffisante et des pics de pression.
· Surveillance de la pression :
Maintenez la pression de la tête de filière dans une plage raisonnable (par exemple, 10 à 18 MPa). Si des fluctuations de pression importantes se produisent, réduisez la vitesse ou revoyez la formulation/le moule.
· Contrôle du système intégré :
Le PLC gère tous les composants, y compris l'hôte, l'alimentation, le vide, la traction, le refroidissement et la découpe avec démarrage/arrêt à une touche et réglage des paramètres en temps réel.
· Inspection en ligne :
mesure du diamètre au laser, retour en temps réel de l'épaisseur/largeur, réglage fin automatique de la traction/température, réduction des rebuts et des temps d'arrêt pour les réglages.

Résumé
Pour parvenir à une optimisation complète, les améliorations doivent couvrir plusieurs domaines critiques : le prétraitement des formules et des matières premières, la configuration de la machine principale d'extrusion et des vis, les systèmes de conception et de mise en forme des moules, le refroidissement par traction et les processus en aval, ainsi que le contrôle des processus et les systèmes de gestion intelligents. Premièrement, l'optimisation de la formule du matériau pour améliorer la fluidité et la stabilité thermique, combinée à un mélange et une préplastification précis, établit la base fondamentale d'une extrusion en douceur. Deuxièmement, la mise à niveau des ensembles vis-barillet tout en garantissant une correspondance vitesse-charge optimale sert de moteur essentiel pour l’amélioration de la vitesse. Troisièmement, la conception sophistiquée des moules, l’optimisation des canaux d’écoulement et les améliorations de la table de mise en forme sous vide jouent un rôle essentiel pour maximiser la vitesse de la ligne. De plus, l'optimisation des processus en aval (englobant les systèmes de traction, les lignes de refroidissement et la découpe/palettisation automatisée) facilite la synchronisation complète de la ligne et minimise les temps d'arrêt de production. Enfin, un contrôle avancé des processus et des technologies intelligentes garantissent une production stable et cohérente, permettant ainsi des améliorations durables de la vitesse sans compromettre la qualité du produit.
Actualités connexes
- Solution aux problèmes de production de l'extrudeuse WPC
- Quel matériau peut être utilisé dans la machine Yongte WPC ?
- La chaîne de production de recyclage des déchets textiles testée avec succès
- Comparaison WPC intérieur et WPC extérieur
- Avis d'essai d'acceptation pour les équipements du projet de recyclage et de réutilisation des vêtements usagés
- Solution de recyclage des sacs de ciment Yongte : transformez les déchets en poteaux de clôture en plastique de haute qualité
Laissez-moi un message











